রিফ্লো সোল্ডারিং
গরম করার পদ্ধতির পছন্দটি প্লাস্টিকের কিউএফপি প্যাকেজ দ্বারা প্রভাবিত হতে পারে)। যদি ইনফ্রারেড বা বাষ্পের ফেজ হিটিং ব্যবহার করা হয়
এবং প্যাকেজটি একেবারে শুকনো নয় (ওজনের দ্বারা আর্দ্রতার পরিমাণের তুলনায় 0.1%), অল্প পরিমাণে বাষ্পীকরণ
তাদের মধ্যে আর্দ্রতা প্লাস্টিকের শরীরের ক্র্যাকিংয়ের কারণ হতে পারে। পেস্ট শুকানোর এবং বাষ্পীভবনের জন্য প্রিহিটিং প্রয়োজনীয়
বন্ধনের প্রতিনিধি. প্রিহিটিংয়ের সময়কাল: 45 ডিগ্রি সেলসিয়াস এ 45 মিনিট।
রিফ্লো সোল্ডারিংয়ের জন্য সোল্ডার পেস্ট (জরিমানা সোল্ডার কণা, প্রবাহ এবং বাঁধাই এজেন্টের সাসপেনশন) প্রয়োগ করতে হবে
প্যাকেজ স্থাপনের আগে স্ক্রিন প্রিন্টিং, স্টেনসিলিং বা চাপ-সিরিঞ্জ বিতরণ করে মুদ্রিত-সার্কিট বোর্ড। বিভিন্ন
পুনর্বিবেচনার জন্য পদ্ধতি বিদ্যমান; উদাহরণস্বরূপ, কনভেয়র টাইপ চুলায় কনভেকশন বা কনভেশন / ইনফ্রারেড হিটিং। থ্রুপুট
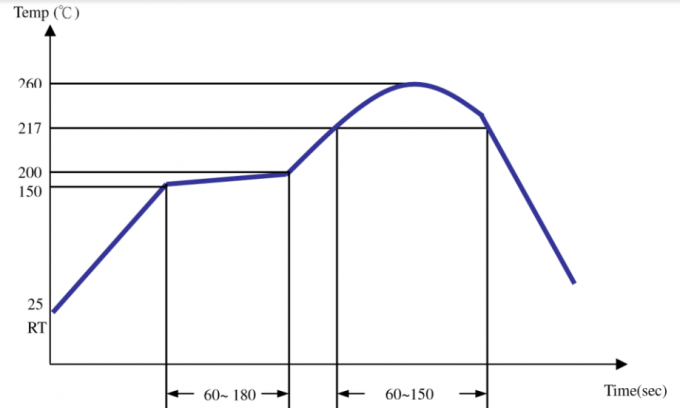
বার (প্রিহিটিং, সোল্ডারিং এবং কুলিং) হিটিং পদ্ধতির উপর নির্ভর করে 100 এবং 200 সেকেন্ডের মধ্যে পরিবর্তিত হয়।
সাধারণত রিফ্লো শিখর তাপমাত্রা সোল্ডার পেস্ট উপাদানের উপর নির্ভর করে 215 থেকে 270 ° C পর্যন্ত হয়। শীর্ষ পৃষ্ঠ
প্যাকেজগুলির তাপমাত্রাকে পুরু / বৃহত প্যাকেজগুলির জন্য 245 ডিগ্রি সেলসিয়াসের নীচে রাখতে হবে (একটিতে প্যাকেজগুলি)
বেধ 2.5 মিমি বা একটি ভলিউম 350 মিমি 3 তথাকথন পুরু / বৃহত প্যাকেজগুলির সাথে) এর উপরের পৃষ্ঠের তাপমাত্রা
পাতলা / ছোট প্যাকেজগুলির জন্য প্যাকেজগুলি 260 ° C এর নীচে রাখতে হবে (বেধ <2.5 মিমি এবং a
ভলিউম <350 মিমি 3 তথাকথিত পাতলা / ছোট প্যাকেজগুলি বলা হয়)।
তরঙ্গ সোল্ডারিং: প্রচলিত একক তরঙ্গ সোল্ডারিং পৃষ্ঠতল মাউন্ট ডিভাইস (এসএমডি) বা মুদ্রিতঘটি উপাদান ঘনত্বের জন্য সুপারিশ করা হয় না, কারণ সোল্ডার ব্রিজিং এবং নন-ভেজানো বড় সমস্যাগুলি উপস্থিত করতে পারে।
ম্যানুয়াল সোল্ডারিং: প্রথমটি দুটি তির্যক-বিপরীত প্রান্তে নেতৃত্বের মাধ্যমে উপাদানটি ঠিক করুন। কম ভোল্টেজ ব্যবহার করুন (24 ভি সীসার সমতল অংশে প্রয়োগ করা হয়েছে Contact 300 ডিগ্রি সেন্টিগ্রেড অবধি যোগাযোগের সময় 10 সেকেন্ডের মধ্যে সীমাবদ্ধ থাকতে হবে to যার মাধ্যমে, অন্যান্য সমস্ত সীসাগুলি 270 থেকে 27 সেকেন্ডের মধ্যে 2 থেকে 5 সেকেন্ডের মধ্যে একটি ক্রিয়ায় সোল্ডার করা যেতে পারে Contact 320 ডিগ্রি সেন্টিগ্রেড